
Cylindrical Cell Can & Tab Welding
Introduction
Lithium ion batteries are used for a variety of applications from consumer electronics to electric vehicles. These batteries are typically made up of several individual cylindrical cells. These cells are welded together in packs to increase their capacity. (Figure 1) In doing so the need to weld dissimilar metals presents a challenge due to the brittleness of this joint and the higher electrical resistance this creates. Equally challenging is the penetration control into the battery cell. Break through into the battery ultimately destroys the cell and reduces the electrical performance of the pack. This application note will overview an improved, more benign process, than current methods used today.
Current Process
Resistance welding is the most common technique used today. This is a contact processes that requires frequent adjustment, wear of tooling, or sacrificial electrodes used to create the weld. There has also been development work utilizing infrared lasers, however copper and aluminum are highly reflective at infrared wavelengths and the resulting process requires complex weld parameters and shapes narrowing the process window.
Testing
The AO-650, in combination with the BlueWeld 100 weld head, (Figure 2) has been used to demonstrate the capability of using a laser for this process. The increased absorption of the blue wavelength in copper and aluminum, makes this a very attractive option. To demonstrate the capability a couple of material combinations were explored. The first test conducted was a 300μm Steel can welded to 2×80μm sheets of Copper. This combination, currently conducted with resistance welding, shows that this weld can be achieved without leaving a sacrificial electrode in place (Figure 3). Second, a 200μm Nickel coated Copper tab was welded to a 300μm Steel can (Figure 4). This weld, currently being conducted with infrared lasers requires complex process parameters to overcome the absorption of these materials and thus control the penetration. Both AO-650 processed samples show good mixing of the dissimilar metals with controllable penetration leaving the cell unharmed from the process, no damage to packaging, or spattering of metals.
Summary
NUBURU’s blue laser provides the necessary coupling efficiency that generates a controllable process with an easier approach of welding. This process limits the need for part contact and complex weld parameters, a clear advantage over current methods.

Figure 1. Cylindrical Cell Pack

Figure 2. AO-650, BlueWeld 100
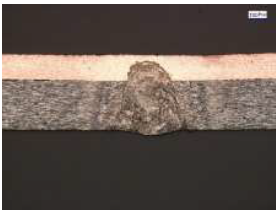
Figure 3. 300µm Steel Can to 2×80µm
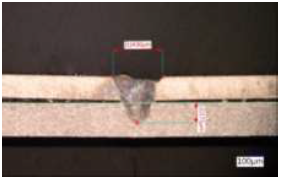
Figure 4. 200µm Nicke Coated Copper to 300µm Steel Can
Per maggiori informazioni sui prodotti correlati vai alla nostra pagina:
Il nostro partner:


