
Dissimilar Metal Laser Welding
Introduction
When it comes to welding two pieces of material together there is none more difficult then welding dissimilar metals. The differences in melting point, reflectivity, and thermal conductivity, to mention a few, all contribute to make welding dissimilar metals a challenge. Specific challenges include controlling the depth of penetration and controlling the amount and degree of intermixing inside the weld. This AIB will present examples of Copper, Aluminum and Stainless Steel dissimilar metal welds performed by a blue laser.
Current Process
A typical process for welding these materials is with the use of infra-red lasers. These lasers must use unique beam profile shapes or pulse configurations to achieve what is considered a usable weld. However, IR processes typically suffer from low yields, high degree of spatter or defects and poor intermetallic mixing of materials.
Testing
The AO-650, in combination with the BlueWeld 100 focusing head, (Figure 1) has been used to demonstrate the capability of using a blue laser for this process. Figure 2. shows three separate welds described below. First is a weld for a busbar to casing battery application. Here a 200μm top layer of copper was welded to a 300μm mild steel bottom layer. Critical to this weld is controlling the penetration depth, as damage to the battery or lifetime degradation can occur. This testing proved the blue lasers capability to not only melt the steel and copper but also tightly control the penetration depth into the bottom layer. The second weld was of a 200μm sheet of stainless steel to a 200μm copper bottom layer. The significance of this weld was to show that with a higher melt point material on top it is still possible to control the penetration in a lower melt temperature bottom layer. Furthermore, the intermetallics between the two materials appear to show very good mixing which generates a strong joint. Finally, we look at a weld which joins two 200μm layers of soft reflective material, aluminum and copper, in a butt weld configuration. With this weld the joint was shown to provide a uniform weld bead into both materials from start to finish. Furthermore, there is no spatter or defect seen on the surface post processing.
Summary
NUBURU’s line of blue lasers eliminates the need for complex laser parameters to accomplish these types of very challenging welds. With the ability to control penetration depth and generate minimal defects while processing dissimilar metals, the blue solution is opening the doors for a simpler and more robust approach to many of today’s challenging welding applications.

Figure 1. AO-650, BlueWeld.
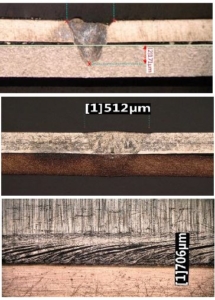
Figure 2.
a)200µm of Copper Lap Welded to 300µm Mild Steel;
b)200µm of Stainless Steel Lap Welded to 200µm Copper;
c)200µm of Aluminum Butt Welded to 200µm Copper.
Per maggiori informazioni sui prodotti correlati vai alla nostra pagina:
Il nostro partner:


